Какой флюс и припой лучший для пайки электроники
Для соединения металлов существуют много различных способов, это и сварка электрическим током, который плавит металл и резьбовые/клепочные соединения и конечно же пайка. В отличие от контактного соединения (разъёмы и колодки) пайка обеспечивает более долговечное и что самое важное электропроницаемое соединение, что способствовало ее применению в электронике.
Для любой пайки металлов нужно два элемента ПРИПОЙ и ФЛЮС. В редких случаях, когда пайка производится однородных и чистых от оксидный пленки металлов применяют исключительно припой, но в большинстве случаев добавляют еще и флюс, который выступает дезинфектором поверхности перед нанесением припоя
как выбрать флюс и припой для пайки электроники

Содержание
- Припой
- Оценка припоя на качество
- Что лучше ПОС 40 или ПОС 61
- Сплав розе
- Безсвинцовые припои
- Какой диаметр припоя купить?
- ФЛЮСЫ Отмывочный и безотмывочный
- Канифоль или Глицерин
- ЛТИ-120
Припой
флюсованный припой для электроники и низкотемпературной пайки радиодеталей

Припой может быть флюсованный и офлюсованный , где отличие одного от другого расположение флюса, как правило для высокотемпературной пайки МАПП газом припои офлюсованные т.е. снаружи идет флюс, а припой внутри. Для низкотемпературной пайки припой идет со флюсом внутри и называется флюсованным.
Температура плавления олова 231 °C, а температура плавления свинца 327,5°C но если их смешать то температура плавления будет ниже
ПОС-15 — 280 °C. (15% олова, 85% свинца)
ПОС-25 — 260 °C.
ПОС-33 — 247 °C.
ПОС-40 — 238 °C
ПОС-61 — 183 °C
ПОС-90 — 220 °C (90% олова, 10% свинца)
Как мы поняли оптимальное содержание свинца и олова 39 на 61, хотя многие иностранные припои купленные на аллиэкспресс и других сайтах имеют соотношение 63 на 37.
 Читайте также:
Читайте также:

Оценка припоя на качество
температура пайки
Что лучше ПОС 40 или ПОС 61
Сплав розе
Олово 25 Свинец 25 Висмут 50
Температура плавления 95%
В отличие от справа ВУДА обладающего теми же параметрами менее тактичный, так как не содержит кадмий
Для пайки не применяется, так как материал более хрупкий по сравнению с ПОС 61 припоем, но лудить можно в воде, где поднимают температуру кипения добавлением глицерина (кипение 290 градусов), чтобы не было испарение воды и металлы не попадали вместе с паром в легкие человека
Так же при лужении в раствор воды и глицерина можно добавлять лимонную кислоту, что увеличивает качество, так как раствор становится флюсом. Процентное соотношение 1 грамм лимонной кислоты на 100 грамм раствора
Безсвинцовые припои
В последнее время все больше и больше трубиться тема экологии, если ты не сделал экономичную шубу или электрокар ты плохой и не нужно покупать товар у тебя больше. Не важно, что для производства электрокара урон экологии идет такой же если не больше, но на начальном этапе производства батарей и их утилизации в дальнейшем. Да сам процесс безопасен для экологии по сравнению с бензиновыми двигателями, но это лишь иллюзия если считать со стадии производства до стадии утилизации.
Экологичный вопрос терзает и производителей электроники, которые стали убирать из состава своих припоев свинец, на мой субъективный взгляд это приводит к более сложному ремонту и одноразовости техники.
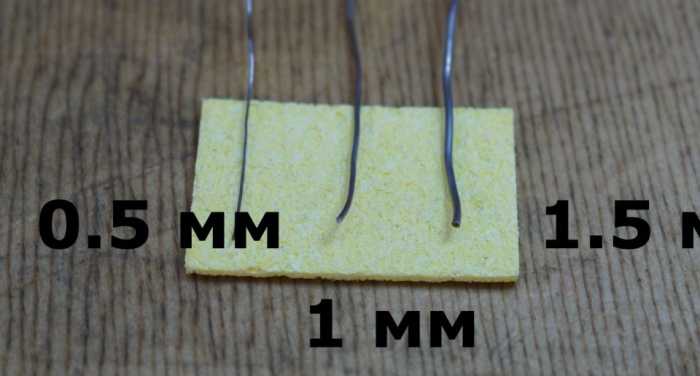
Какой диаметр припоя купить?
выбор диаметра припоя
-
Читайте также:

ФЛЮСЫ Отмывочный и безотмывочный
какой флюс лучше

Второй элемент любой качественной пайки является флюс, который может быть в двух состояниях жидкий и твердый. Под твердыми флюсами мы понимаем классическую канифоль, а под жидкими ЛТИ или раствор глицерина
Профессиональные мастера по ремонту электроники очень чистоплотны, ведь после их работы не должно остаться ни единого следа, тем более на плате не должно оставаться следов флюса. В зависимости от агрессивности флюса он может хорошо работать в процессе пайки, но и так же хорошо разрушать проводник после пайки и через 2-3 года после ремонта техника может вернуться обратно в ремонт, изрядно подмочив репутацию мастера. Поэтому большинство мастер предпочитают всегда отмывать плату от флюса.
Канифоль или Глицерин
Канифоль применяется для пайки/лужения меди и ее сплавов, а так же стали и цинка, но она не применятся для пайки алюминия и алюминиевых сплавов, для их необходим свой флюс по алюминию
Сама по себе канифоль является диэлектриком, но по мимо этого она очень хорошо впитывает влагу из атмосферы, поэтому возникает коррозия соединения и места пайки, а так же усиливает вероятность токов утечки, которые приводят к сбоям в работе
ГЛИЦЕРИН — это органическое вещество относящееся к спиртам, но в отличие от своих младших братьев метанола (один атом углерода) и этиленглюколя (два атома углерода) не токсичен и имеет сладковатый вкус. По мимо применения в пайки радиокомпонентов глицерин применяется и в популярный на текущий момент у молодежи, электронных сигаретах, а в прошлом глицерин применялся для производства динамита
По мимо глицерина часто применяют такие вещества как вазелин или паяльный жир, но по сравнению с флюсом ТАГС на основе глицерина они уступают в спектре применения, ведь ТАГС подходит для пайки как меди, так и стали, никеля и сплавов меди (латунь и бронза)
-
Читайте также:

ЛТИ-120
флюс лти

Припой припою рознь, или Несколько слов о флюсах
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
-
Читайте также:

Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
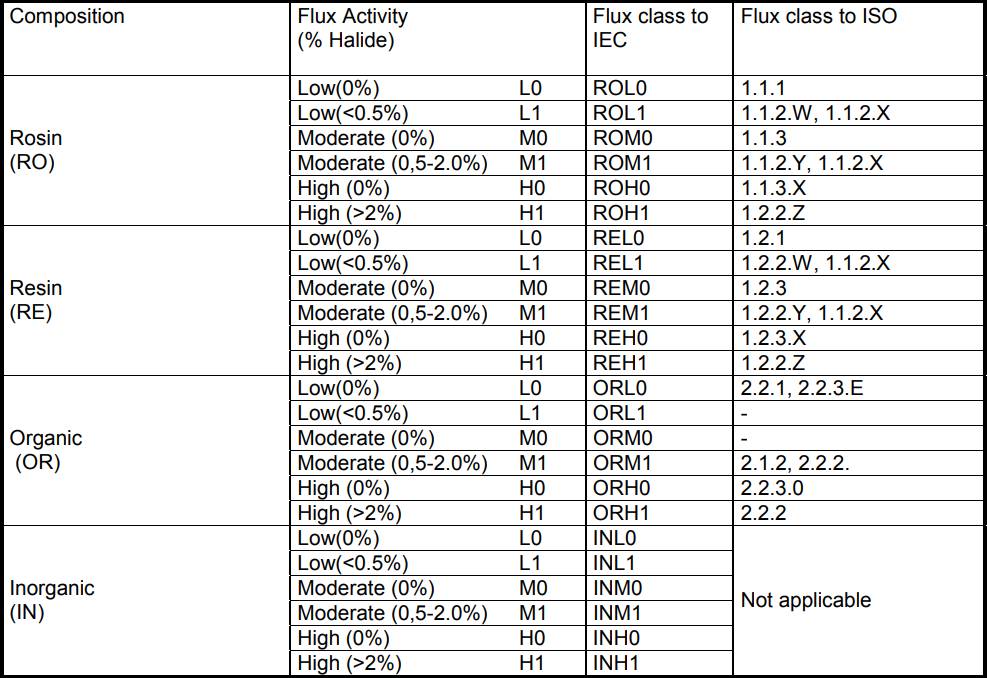
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:
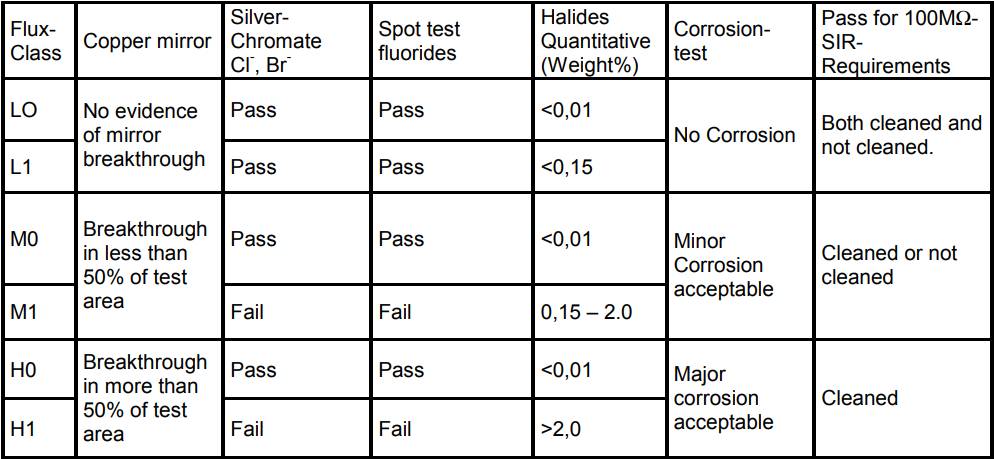
Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
Агрессивные флюсы для лужения кастрюль пайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.
Припои

В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Для сборки простейших самодельных устройств достаточно самого распространённого ПОС-61 или ему подобного. Как говориться: «Было бы, чем паять…»
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод «добычи» актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.
Припой, собранный с печатных плат

Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые. Для монтажа радиоаппаратуры применяются как раз легкоплавкие, т.е. такие, температура плавления которых лежит в пределах до 300 – 450°C. Мягкие припои по своей прочности уступают твёрдым, но для сборки электронных приборов применяются именно они.
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве. Также в нём могут присутствовать и легирующие металлы, но их количество в составе невелико. Примеси других металлов вводят в сплав для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Наибольшее распространение получил припой марки ПОС (Припой Оловянно-Свинцовый). Далее за кратким обозначением его марки следует число, которое показывает процентное содержание в нём олова. Так в ПОС-40 содержится 40% олова, а в ПОС-60, соответственно, 60%.
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить его состав можно по косвенным признакам:
Припои оловянно-свинцовой группы имеют температуру плавления 183 – 265°C.
Если припой имеет яркий металлический блеск, то в нём достаточно большое содержание олова (ПОС-61, ПОС-90).
И, наоборот, если он тёмно-серого цвета, а поверхность матовая, то это указывает на большое содержание свинца. Именно свинец придаёт поверхности своеобразный сероватый оттенок.
Припои, в которых много свинца очень пластичны.
Так, например, пруток припоя диаметром 8 мм. с большим содержанием свинца (ПОС-30, ПОС-40) легко гнётся руками. Олово, в отличие от свинца, придаёт сплаву прочность и жёсткость. Если олова в сплаве много, то легко погнуть такой пруток уже не получится.

ПОС-40 (пруток)
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
ПОС-90 (Sn 90%, Pb 10%). Применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкасающихся с пищей и водой недопустимо.
ПОС-40 (Sn 40%, Pb 60%). В основном служит для пайки электроаппаратуры и деталей из оцинкованного железа, применяется для ремонта радиаторов, латунных и медных трубопроводов.
ПОС-30 (Sn 30%, Pb 70%). Его применяют в кабельной промышленности, а также используют для лужения и пайки листового цинка.
И, наконец, ПОС-61 (Sn 61%, Pb 39%). Тоже, что и ПОС-60. Думаю, между ними особой разницы нет.
ПОС-61 используется для лужения и пайки печатных плат радиоаппаратуры. Именно он в основном служит материалом для сборки электроники. Температура его плавления начинается со 183°C, а полное расплавление достигается при температуре в 190°C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное его расплавление достигается уже при 190°C.
ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 265°C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
Зарубежным аналогом ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному ПОС-61.

Как правило, любой припой продаётся в катушках или тюбиках по 10
100 грамм. На упаковке указывается состав сплава, например, так: Alloy 60/40 (“Сплав 60/40” – он же ПОС-60). Имеет форму проволоки разного диаметра (от 0,25 до 3мм).

Также не редкость, что в его состав входит флюс (FLUX), которым заполнена сердцевина проволоки. Содержание флюса указывается в процентах (обычно от 1 до 3,5%). Такой форм-фактор очень удобен. При работе нет необходимости отдельно подавать флюс к месту пайки.
Одной из разновидностей припоев ПОС является припой марки ПОССу. Да, если произнести вслух, то звучит не очень то презентабельно . Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таком сплаве кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
| Припой | Начальная t° плавления (Солидус) | Полное расплавление (Ликвидус), t° |
| ПОССу-61-0,5 | 183 | 189 |
| ПОССу-40-2 | 185 | 229 |
| ПОССу-40-0,5 | 183 | 235 |
| ПОССу-30-2 | 185 | 250 |
| ПОССу-30-0,5 | 183 | 255 |
Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 189°C.
Стоит отметить, что существует и полностью бессвинцовый оловянно-сурьмянистый припой ПОСу 95-5 (Sn 95%, Sb 5%). Температура его плавления 234 – 240°C.
Низкотемпературные припои.
Среди припоев существуют и такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым “высокотемпературным” среди низкотемпературных является ПОСК-50-18. Он имеет температуру плавления 142–145°C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 94°C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Процентное соотношение металлов в сплаве может немного отличаться. Обычно указывается в графе «Состав» на упаковке.

Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Кроме всего прочего, данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы.
Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 72°C. Так как в сплаве ВУДА присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Стоит отметить, что сплавы РОЗЕ и ВУДА достаточно дороги.
Паяльная паста.
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD’шек) и безвыводных микросхем в корпусах BGA.
На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса. На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC ( N o C lean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.

Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов, например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
В настоящее время в производстве электроники стали массово применяться бессвинцовые припои.
Топ 10: самые лучшие флюсы для пайки

Всем добра! Данный рейтинг содержит лучшие флюсы для пайки и составлен из личных предпочтений и отзывов мастеров по ремонту электроники. Многие читатели сейчас подумают — «Ну наконец-то! Мастер Пайки начал хоть что-то писать о паяльном деле!» и окажутся правы – за почти 4 года на блоге не было написано ни одной приличной статьи о процессе пайки, хотя название блога как бы обязывает. Признаю, каюсь, буду исправлять положение.
Планирую публиковать обзоры процессов пайки, инструментов пайки, паяльные видео и новые технологии в мире пайки. А сегодня приведу свой рейтинг 10 самых лучших флюсов для пайки. Данный рейтинг составлен, исходя из личных предпочтений и всяческих отзывов знакомых мастеров по ремонту электроники различного уровня и не претендует на исключительность. Поехали — флюсы для пайки.
Рейтинг самых популярных флюсов для пайки
- Отличная смачиваемость
- Удобная консистенция
- Почти не дымит
- Выбор профессионалов
- Паять хорошо и удобно
- Часто попадаются подделки
- Аналог предыдущих флюсов в другой упаковке
- Адаптирован для пайки BGA
Что мы должны знать о флюсе?
Флюс предназначен для повышения качества процесса спаивания припоем двух металлических поверхностей и при нагревании очищает поверхности от оксидных и жирных пленок. Хороший флюс должен иметь низкую температуру плавления и малый удельный вес. Перед моментом плавления припоя он должен успеть растворить окислы и не проникать вглубь паяного соединения в процессе пайки. Флюс должен хорошо растекаться и смачивать поверхность припоя и металла в месте пайки.
Самые лучшие флюсы для пайки не выгорают и при нагреве мало испаряются. А продукты разложения и окислы легко удаляются растворителями. Даже если остатки не удалены, то они не вызывают коррозии. Как мы знаем, флюсы для пайки бывают активные (кислотные) и нейтральные (некислотные). Активный флюс обычно активно взаимодействует с широким спектром растворяемых жиров и оксидных пленок. При этом могут выделяться продукты взаимодействия, не слишком полезные для нашего драгоценного здоровья.
Нейтральные флюсы более безопасные в этом плане, но их волшебные свойства подготовки паяемых поверхностей не такие яркие. Какие бывают флюсы можно посмотреть в ГОСТ 19250-73 «Флюсы паяльные. Классификация». В общем, тут как и с любым профессиональным инструментом – каждый нужен для определенного набора действий. Начну рейтинг лучших флюсов по Мастеру Пайки с сортировкой по популярности у ремонтников электронной техники.
10. Флюс своими руками

На десятом месте экстремальные варианты флюса, сделанные своими руками – раствор таблетки аспирина в одеколоне, салициловый спирт, электролит со старой солевой (нещелочной) батарейки, фруктовый сок, оливковое масло, нашатырь с глицерином и т.д. Такие флюсы для пайки применяются редко, но знать о них нужно. На случай, если окажетесь в глухой деревне только с паяльником в кармане.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель.
Чем смывать: без понятия чем смывать одеколон, замешанный с фруктовым соком, политым оливковым маслом – наверное, легче выжечь все остатки ацетиленовой горелкой.
9. Паяльная кислота

На девятом месте ортофосфорная и паяльная кислота, которая просто разъедает любые жировые пленки на поверхности металла и поэтому обеспечивает прекрасную паяемость очищенных поверхностей. Воняет и отравляет молодой организм при нагреве просто жуть. Так что нужно проветривать помещение, а еще лучше паять на свежем воздухе. В этом случае отравление парами кислоты сведется к минимуму.
паяет быстро и почти все, можно сначала нанести кислоту на соединение, а потом уже паять, стоит ну очень дешево от 30 руб. за 10 мл.
этот флюс очень токсичен от слова ядовит при попадании на кожу и, особенно, на слизистые оболочки вплоть до разъедания, кислота все-таки. Им нельзя паять платы, потому как кислота, даже в небольших количествах оставшаяся на тонких медных дорожках, их разъест.
Что паять: медь, серебро, сталь, никель, чугун, бронза, латунь.
Чем смывать: растворителем, бензином, спиртом.
8. Бура для пайки
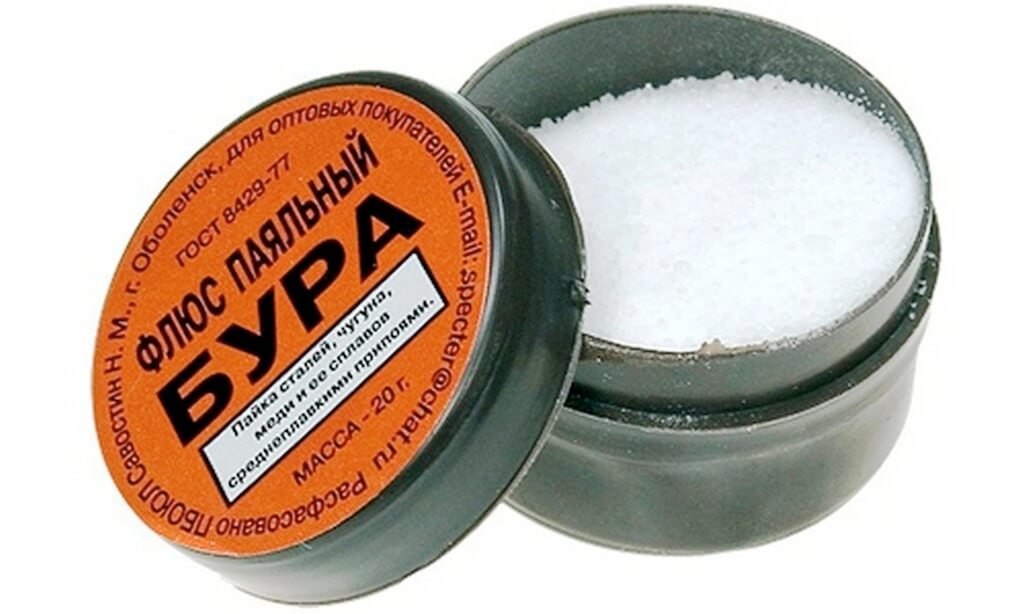
На восьмом месте расположилась Бура, она же тетраборат натрия, представляет собой соль борной кислоты в виде белого порошка . Буру часто смешивают с борной кислотой и водой, чтобы получить жидкий активный флюс.
применяется при высокой температуре 700 — 900 градусов, то есть можно паять горелкой.
этот активный флюс нужно смывать обязательно.
Что паять: золото, серебро, медь, латунь, чугун, сталь.
Чем смывать: удалять механически или же так: борный флюс смывается лимонной кислотой — лимонная кислота смывается водой — воду хорошо вымывает спирт.
7. Паяльный жир

На седьмом месте расплылся паяльный жир, он бывает активный и нейтральный, состав: канифоль, вазелин, парафин или стеарин, хлорид цинка, деионизованная вода и хлорид аммония. Вся эта ядреная смесь очень хорошо справляется с сильно-загрязненными поверхностями металла. Как раз для этого и нужен парафин. Он как бы приподнимает всю грязь наверх, подальше от эпицентра пайки.
испаряется медленно с жала паяльника, оставляет мало нагара, очень дешев (от 50 руб. за баночку 20 г.).
твердую консистенцию сложно наносить, остатки при нагреве работающей платы растекаются и долго испаряются.
Что паять: я бы рекомендовал паять жиром толстенные окисленные провода и небольшие металлические детали, я даже паял автомобильный радиатор этим чудо-жиром.
Чем смывать: смывается лучше всего растворителем или бензином, спирт плохо берет.
6. Флюсы ЛТИ, ТАГС, ЗИЛ и другие

На шестом месте расположились флюсы для пайки различной направленности с плавающей популярностью: ЛТИ (с индексами 1, 2, 3, 120 включают в себя воду, спирт, канифоль, аммиак, хлористый цинк, нашатырь, солянокислый анилин, триэтоланилин), ТАГС (глицерин, анилиновый активатор), ЗИЛ (с индексами 1, 2, 4 изготавливаются на основе хлоридов цинка, аммония, железа, соляной кислоты и воды), флюс-гель ТТ (обязательно смываемый флюс с индикацией активных остатков состоит из вазелина, эмульгатора, тетраэтиленгликоля и КРС-78), Ф-38Н (ортофосфорная кислота, диэтоламин солянокислый), ФКДТ (канифоль, спирт, мой любимый димэтилалкилбензиламмонийхлорид и трибутилфосфат), Kester 959t (разработан для пайки волной припоя без образования шариков).
Далее ФИМ (вода, спирт, ортофосфорная кислота), ЛК-2 (спирт, канифоль, хлориды аммония и цинка), ПВ (с индексами 200, 201, 284 и 209 на основе кислот применяется для высокотемпературной пайки), ФП 1 и 2 (вазелин, хлористый цинк, канифоль, нашатырь), КЭЦ (спирт, канифоль, хлористый цинк), флюс-паста ВТС (спирт, вазелин, салициловая кислота, триэтаноламин), ГК (спирт с глицерином и канифолью), КЗ (спирт с канифолью), Прима-1 (вода, спирт, глицерин, хлористый цинк).
Наиболее интересным мне показался флюс-гель Rexant «BGA и SMD» по сходной цене в 5$.
большое разнообразие и доступность по низкой цене.
большинство этих флюсов активные, так что требуют отмывки и проветривания рабочего места.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель, чугун.
Чем смывать: большинство из указанных флюсов смываются спирт, растворитель, ацетон, бензин и даже водой.
5. Живичная канифоль
На пятом месте самый популярный флюс всех времен и народов, муза музыкантов, дар природы, ее величество канифоль. Канифоль бывает живичная (из живицы хвойных пород деревьев, почти не имеет жирных кислот), экстракционная (экстрагирование бензином хвойных опилок, содержит больше жирных кислот, чем живичная) и таловая (остатки после сульфатоцеллюлозного производства мыла).
В магазинах в баночках продается «канифоль сосновая». Обычно это та самая живичная канифоль с минимальным содержанием жирных кислот. Чем светлее тем меньше жирных кислот. А значит, такая канифоль даже если останется после пайки на контактах, не будет их разъедать.
Обычно канифоль не гигроскопична – не поглощает влагу, но поглощает кислород. Так что остатки жирных кислот в некачественной канифоли могут быть опасны для паяных контактов. Поэтому канифоль лучше все-таки отмывать после пайки ответственных соединений.
Бывает также жидкая канифоль (уже разведенная в спирте) и канифоль-гель (канифольная крошка, замешанная с растворителем), которые удобно наносить перед процессом пайки.
самый доступный и популярный неактивный флюс, в уличных соединениях можно не смывать, хорошо пахнет при нагревании.
если качество канифоли низкое, будет выделяться много дыма при пайке, чаще всего приходится отмывать, твердую канифоль неудобно наносить на контакты – приходится сначала плавить ее паяльником и скорее, пока она не выкипела, нести жало к месту пайки.
Что паять: медные провода, контакты микросхем и радиоэлементов, золото, серебро, латунь, цинк. Удавалось паять даже алюминий, замешав много канифоли с металлической пылью.
Чем смывать: спирт, спирто-бензиновая смесь, бензин, растворители.
4. Спирто-канифольный флюс

На четвертом месте многими любимый спирто-канифольный флюс СКФ или ФКСп (флюс паяльный спирто-канифольный). Он состоит на 60-80 % из спирта и на 20-40 % из канифоли. Такую смесь можно приготовить дома своими руками. Например многие просто крошат канифоль в спирт в соотношении примерно 1 к 3. Удобно применять в шприце с иголкой. Но при хранении в неплотно закрытом шприце начинает подсыхать на иголке и перестает течь.
доступный и популярный неактивный флюс, удобно наносить, дымит не сильно.
при нагреве, спирт начинает бурно испаряться и шипеть.
Что паять: медные провода, позолоченные и посеребренные контакты микросхем и радиоэлементов, латунь, цинк.
Чем смывать: спирт, растворители, бензин, спирто-бензиновая смесь.
Итак мы подобрались к Топ 3 лучших флюсов для пайки. На призовых местах я расположил профессиональные флюсы, которые в обычной жизни могут и не пригодиться. А вот в ремесле – очень нужны.
Флюсы Amtech RMA-223 и Kingbo RMA-218

Третье бронзовое место занимает Amtech RMA-223 — представляет собой гелевый флюс – смесь измельченной канифоли и растворителя.
Также в составе подозреваю, могут быть активаторы и отдушка. RMA-223 очень часто подделывают – самый главный признак подделки – на наклейке надпись мелким шрифтом «Coliformia» вместо «California», однако как ни странно, китайский подделанный флюс весьма хорош в эксплуатации, а многие сервисы только на нем и сидят. Хотя мастера с mysku не советуют уже брать на али этот флюс, а лучше взять аналог Kingbo RMA-218 .
удобно наносить гель, хорошая паяемость, можно не отмывать, подделка дешево стоит (около 200 руб.), а паяется с ней весьма неплохо и пахнет парфюмом.
часто подделывают, дымит из-за наличия канифоли, подделку нужно смывать.
Что паять: контакты микросхем и SMD компонентов, выводные радиоэлементы.
Чем смывать: спирт, растворитель, оригинал можно не смывать, подделку смывать обязательно.
Флюс EFD NC-D500 6-412-A Flux-Plus
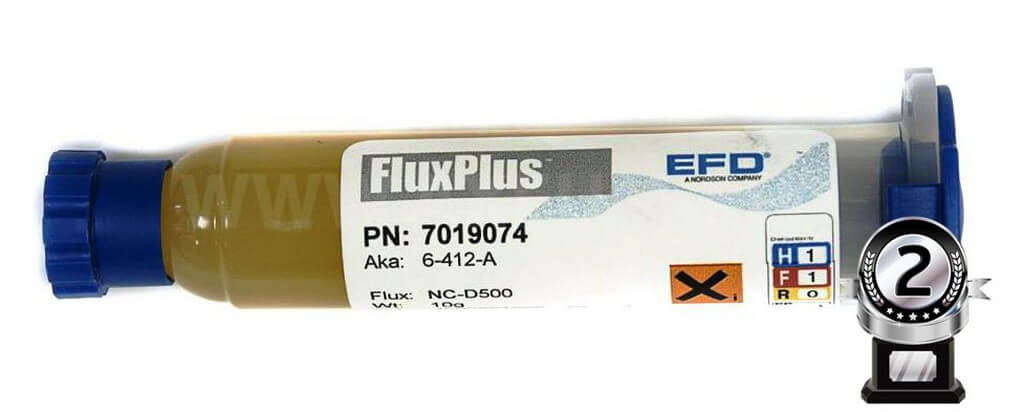
На втором месте с серебряной медалью американский флюс EFD NC-D500 6-412-A Flux-Plus. Он представляет собой гелевый флюс, который содержит канифоль, растворитель и немного активатора. Многие мастера считают его самым лучшим флюсом из доступных. После пайки остается прозрачный твердый налет, который можно не отмывать.
можно не отмывать, мало дыма, прекрасная паяемость, легко наносить, особенно с пистолетом-дозатором.
дорогой (тюбик 10 г может стоить 1500 руб.), вонючий, попадаются подделки.
Что паять: SMD и BGA компоненты, можно конечно и провода, но дорого.
Чем смывать: не требуется, но если хочется, то фирменный аэрозоль Flux OFF, спирт, растворители.
Флюсы Interflux 2005 и 8300

Золотую медаль и первое место рейтинга завоевали флюсы компании Interflux. Они в России считаются самыми продвинутыми. Большой ассортимент флюсов для свинцовой и безсвинцовой пайки вкупе с хорошими эксплуатационными характеристиками по праву ставит флюсы этой компании на первое место.
Посоветовать могу безканифольную серию Interflux 2005 для ответственных работ с корпусами BGA и 8300 для работ с остальными компонентами.
прекрасные эксплуатационные свойства, паяемость, широкий выбор флюсов с разной текучестью и вязкостью.
цена является ограничивающим фактором, например тюбик 30 г может стоить от 2000 руб.
Что паять: в основном ответственная безсвинцовая и свинцовая пайка.
Чем смывать: большинство можно не смывать, спирт, растворитель, есть фирменный растворитель T2005M.
На этом Топ 10 самых лучших флюсов для пайки считаю завершенным. Конечно существует куча других флюсов, в том числе хороших китайских и топовых немецких и японских. Но я ими не пользовался, поэтому рассказать о них адекватно не могу.
Если Вы, уважаемые читатели, пользуетесь каким-либо другим флюсом и считаете его лучшим в мире, то обязательно напишите мне о нем в комментариях. Возможно, он появится в рейтинге после тестирования.